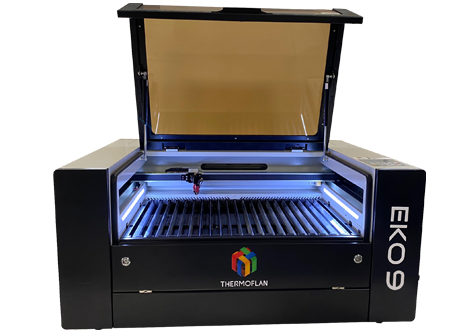
Accédez au marché de la découpe mais aussi de la gravure
avec nos lasers Gamme Eko : polyvalents, performants et économiques.
Le pupitre LCD en couleur permet de piloter la machine (mouvements, réglages ...). Il permet de visualiser le travail, le simuler, sauvegarder et charger les travaux précédents, ... l'ensemble avec un dialogue intuitif et un affichage en français.

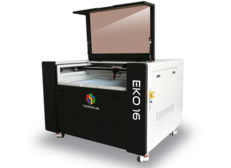
Le design des machines lasers Eko est esthétique. Nous avons tout intégré dans le bâti de la machine Eko 5, 7, 9. Rien n'est visible. Le refroidisseur du tube en verre, la pompe d'assistance d'air, la turbine d'extraction sont assemblés à l'intérieur de la machine. Pour les Eko 10, 14, 16 les éléments sont séparés mais disposés à l'arrière de la machine.

Les organes en mouvement du laser sont sensibles à la poussière compte tenu des vitesses de déplacements élevées. Afin d'en assurer la protection un ensemble protège à totalité les rails de guidages à billes linéaires. Moins de salissures donc moins de maintenance.

Nos lasers sont en classe 2 (sauf Eko 5). Ils garantissent la sécurité de l'opérateur.
Le machine est de plus pourvue d'un interrupteur à clés pour la mise en marche du laser, d'un arrêt d'urgence et des sécurités sur l'ouverture pour stopper l'émission du laser et les mouvements.

Le laser est équipé d'une assistance d'air incorporée qui permet d'éviter le dépôt de poussières sur l'optique et évite la production de flammes. Elle peut être activée ou désactivée directement dans le logiciel de pilotage de la machine.

L'ensemble des machines est équipé d'un autofocus par palpeur. Le réglage de la table motorisée se fait automatiquement en amenant le palpeur sur la pièce et en activant l'autofocus. La table monte et s'ajuste à la distance optimale pour avoir la bonne taille de spot (distance focale).

Le pointeur rouge est un faisceau laser qui permet par sa couleur visible de positionner le laser sur la matière ou de simuler le travail. Il est en standard sur toutes les machines Eko.

Les lasers sont livrés avec un logiciel de CAO en français. Il est simple d'emploi pour la confection de vos dessins et peut être utilisé de manière autonome sur Windows, Mac et Linux.
Il permet le réglage de la machine et permet de créer une base de données de puissance / vitesse en fonction des matières, de simuler des temps de travail de la machine
Il fonctionne en import avec une multitude de fichiers graphiques ( AI, PDF, SVG, DXF, PLT, PNG, JPG, GIF, BMP ...).

Nos machines sont équipées d'un plateau à lames en aluminium. Ces lames sont modulables en fonction de l'espace désiré afin d'éviter la réflexion du faisceau laser.

Le nid d'abeille ou table alvéolée est incluse en standard dans nos machines. Il évite la formation de traces à l'arrière de la matière.

Modèles




Spécifications techniques
Machine Laser de gravure et découpe CO2
Laser CO2 en verre à refroidissement par eau - Puissance 40 watts et avec extension 60 W
Autofocus automatique par palpeur mécanique.
Pointeur laser rouge pour simuler le travail ou définir un point d'origine.
Lentille de focalisation 2"
Table de découpe alvéolée et table à lamelles aluminium pour réduire les traces de brulures en découpe.
Assistance d'air et extracteur d'air vers l'extérieur incorporés.
Unité de refroidissement à eau incorporée pour le tube.
Pupitre digital couleur en français.
500 x 300 mm
de 0.03 mm jusqu'à 120 mm maximum.
500 mm x 300 mm x 120 mm
ajustable de 0 à 100 % - 1200 mm / secs / Accelération 5G
USB et Ethernet + clés USB pour un transfert aisé.
LightBurn logiciel de CAO en français compatible avec la plupart des programmes graphiques en version Windows (Illustrator, Coreldraw, Inkscape, Autocad ...)
900 x 712 x 413 mm
CDRH laser : classe 4 - Pointeur Rouge classe 2 - Norme CE
ABORDABLE : L'EMPLOI DE TUBE LASER EN VERRE PERMET DE PROPOSER UNE MACHINE ECONOMIQUE
PRECIS : DE PAR SA CONCEPTION : BATI TUBULAIRE REDUISANT LES VIBRATIONS, RAILS DE GUIDAGE THT A BILLES
MAINTENANCE MINIME : SEUL LE NETTOYAGE DE QUELQUES ELEMENTS SONT A FAIRE EN FIN DE JOURNEE.
ESTHETIQUE : LE SYSTEME ALL IN ONE PERMET DE PROPOSER UNE MACHINE AVEC UN DESIGN EPURE SANS ACCESSOIRES AUTOURS. LE REFROIDISSEUR, L'ASSISTANCE D'AIR, LA TURBINE SONT INTEGRES
FULL OPTIONS EN STANDARD : AUTOFOCUS, POINTEUR ROUGE, TABLE NID D'ABEILLE, TABLE A LAMELLES, INSTALLATION, FORMATION

L'extracteur est utilisé pour l'aspiration localisée de poussières, particules de fumée et gaz afin de protéger les optiques du laser et la santé de l'opérateur.
L'air pollué est collecté et amené au système de filtrage par le tuyau d'extraction. Les poussières et fines particules sont éliminées à 99.97 % par le filtre à particules et les odeurs sont supprimées par le filtre à charbon.

Il permet la gravure d'objets cylindriques (verre, bouteille, tube rouge à lèvres, ...).
Remplacer un objet par un autre se fait en quelques secondes, le réglage du diamètre se fait automatiquement dans le pilote du laser ce qui le rend très simple d'emploi.


Matériels et fournitures nécessaires

Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.

Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.

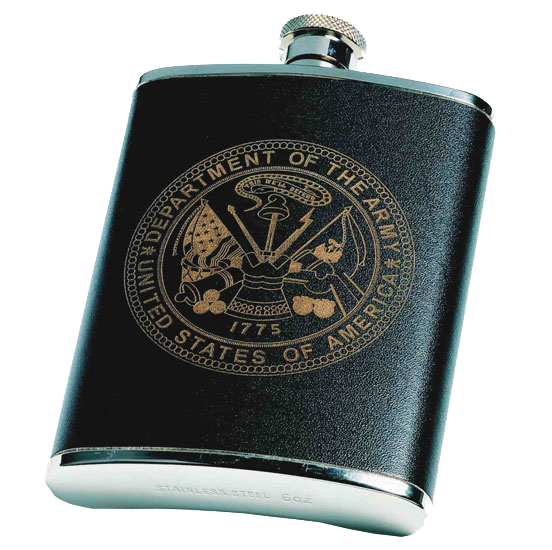
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Matériels et fournitures nécessaires
Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.
Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Matériels et fournitures nécessaires
Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.
Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Matériels et fournitures nécessaires
Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.
Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Matériels et fournitures nécessaires
Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.
Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Matériels et fournitures nécessaires
Matières à graver laser
Nous vous proposons une grande variété de matières en tenue extérieure et intérieure spécialement développées pour les lasers de gravure/découpe.
En fonction de vos applications : signalétiques, trophées, faces avant, signalétiques industrielles, badges ... nous serons vous conseiller sur la matière idéale.
Caoutchouc laser pour la fabrication des tampons
Feuille de caoutchouc vulcanisé sans odeur pour la fabrication des tampons marqueurs.
Compatible avec les encres à base d'huile et d'eau.
Marquage de métaux avec le Thermark
Marquer des métaux avec un laser Co2 est possible par l'emploi du Thermark. Disponibles sous forme de scotch, flacon ou spray, le produit est passé sur le métal à marquer en couche fine. Le produit est ensuite marqué sous l'effet du faisceau laser pour produire un marquage noir inaltérable sur le produit.
Fonctionne sur acier, inox, laiton, aluminium, cuivre, chrome Titane, nickel, or, argent, étain.
Applications

Gravure de verre : flaconnage, bouteilles de vin, verres ...

Gravure de trophées, diplomes : bois, verre, plexiglass

Découpe de jouets : bois, cartons, plexiglass ...

Découpe de papier : carterie, faire part, scrap ...

Découpe de maquettes : pmma, cartons bois, bois ...

Gravure dans l'alimentaire : chocolats, dragées, ...

Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....

Gravure ou découpe de textile : jean, polaire, ...

Marquage sur Métal : industrie, clés usb, graduations ...

Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration

Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...

Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Applications
Gravure de verre : flaconnage, bouteilles de vin, verres ...
Gravure de trophées, diplomes : bois, verre, plexiglass
Découpe de jouets : bois, cartons, plexiglass ...
Découpe de papier : carterie, faire part, scrap ...
Découpe de maquettes : pmma, cartons bois, bois ...
Gravure dans l'alimentaire : chocolats, dragées, ...
Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....
Gravure ou découpe de textile : jean, polaire, ...
Marquage sur Métal : industrie, clés usb, graduations ...
Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration
Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...
Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Applications
Gravure de verre : flaconnage, bouteilles de vin, verres ...
Gravure de trophées, diplomes : bois, verre, plexiglass
Découpe de jouets : bois, cartons, plexiglass ...
Découpe de papier : carterie, faire part, scrap ...
Découpe de maquettes : pmma, cartons bois, bois ...
Gravure dans l'alimentaire : chocolats, dragées, ...
Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....
Gravure ou découpe de textile : jean, polaire, ...
Marquage sur Métal : industrie, clés usb, graduations ...
Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration
Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...
Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Applications
Gravure de verre : flaconnage, bouteilles de vin, verres ...
Gravure de trophées, diplomes : bois, verre, plexiglass
Découpe de jouets : bois, cartons, plexiglass ...
Découpe de papier : carterie, faire part, scrap ...
Découpe de maquettes : pmma, cartons bois, bois ...
Gravure dans l'alimentaire : chocolats, dragées, ...
Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....
Gravure ou découpe de textile : jean, polaire, ...
Marquage sur Métal : industrie, clés usb, graduations ...
Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration
Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...
Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Applications
Gravure de verre : flaconnage, bouteilles de vin, verres ...
Gravure de trophées, diplomes : bois, verre, plexiglass
Découpe de jouets : bois, cartons, plexiglass ...
Découpe de papier : carterie, faire part, scrap ...
Découpe de maquettes : pmma, cartons bois, bois ...
Gravure dans l'alimentaire : chocolats, dragées, ...
Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....
Gravure ou découpe de textile : jean, polaire, ...
Marquage sur Métal : industrie, clés usb, graduations ...
Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration
Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...
Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Applications
Gravure de verre : flaconnage, bouteilles de vin, verres ...
Gravure de trophées, diplomes : bois, verre, plexiglass
Découpe de jouets : bois, cartons, plexiglass ...
Découpe de papier : carterie, faire part, scrap ...
Découpe de maquettes : pmma, cartons bois, bois ...
Gravure dans l'alimentaire : chocolats, dragées, ...
Gravure sur ardoise, : décorations, ustensiles de cuisine, souvenirs ....
Gravure ou découpe de textile : jean, polaire, ...
Marquage sur Métal : industrie, clés usb, graduations ...
Découpe et gravure de bois : décoration, marquéterie, fantaisie ...
Gravure de cuir : vétements, accessoires, objets de décoration
Découpe en loisirs créatifs : cartons bois, cartons plumes, balza ...
Marquage sur aluminium anodisé : couteaux, objets publicitaires ...
Videos
Documentation
Téléchargement
-
Brochure commerciale Lasers de gravure découpe Eko


-
Brochure commerciale Lasers de gravure découpe Eko
-
Brochure commerciale Lasers de gravure découpe Eko
-
Brochure commerciale Lasers de gravure découpe Eko
-
Brochure commerciale Lasers de gravure découpe Eko
-
Brochure commerciale Lasers de gravure découpe Eko
Faq
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.
Laser Co2 désigne le type de source laser utilisée dans la machine.
Le faisceau laser est généré dans un milieu hermétique (contenant le gaz Co2) par une opération de pompage qui va créer un flux de lumière monochromatique (une seule longueur d'onde). Cette lumière constitue le faisceau laser en 10.6 microns.
Le mot "plotter" désigne le type de guidage de ce faisceau laser. Dans le cas d'un plotter le faisceau laser est guidé par des jeux miroirs déplacés selon deux axes Y (d'avant en arrière) et X (gauche droite). L'avantage de ce système est une grande surface de gravure et découpe conditionnée par la taille des axes.
Notre gamme démarre du 450 x 300 mm (V2000) à 1600 x 1000 (Eko 16).
Le marquage ou la gravure avec un laser co2 est géré par l'énergie apportée au matériau (puissance). En fonction de cette dernière le laser "rentrera" plus ou moins dans la matière (NB: sauf certaines matières voir liste).
Le marquage à l'avantage d'être inaltérable, économique (pas d'usure d'outil) et respectueux de l'environnement (pas d'encre ou produits chimiques) et d'une mise en oeuvre rapide.
La gamme Eko a été conçue en collaboration avec des sociétés expérimentées dans la gravure / découpe en tube RF pour développer une machine basée sur une technologie moins couteuse à base de tube verre.
Conscients que toutes les usines de production, l'éducation et autres entreprises n’ont pas besoin des équipements les plus modernes et les plus coûteux. Nous avons recherché un matériel performant et économique, qui conviendra parfaitement aux petites et moyennes entreprises.
Nos lasers EKO sont conçus à partir des meilleurs éléments du marché permettant à la machine de haute performance (vitesse de 1200 mm/sec, accélération 5G) un système innovant tout en 1 pour un gain de place (extracteur, assistance d’air, unité de refroidissement intégrés) et de nombreux éléments en standard (autofocus automatique, pointeur laser rouge, tables de découpe nid d’abeille et lames) et même un logiciel de CAO.
La principale différence avec d'autres machines est sa fiabilité, sa finition et son design tout intégré (refroidisseur intégré, pompe à air intégrée, aspiration intégrée) pour créer un ensemble esthétique. L'interface est travaillée pour rendre l'ensemble simple d'emploi : pupitre et logiciel en français.
Les tubes en verre utilisent une tension continue (DC) élevée pour produire le faisceau laser contrairement aux tubes RF qui sont excités par des impulsions avec une certaine fréquence.
La technologie mise en œuvre pour les tubes en verre est peu couteuse.
Les tubes en verre sont très efficaces en découpe en raison de leur puissance en watts généralement plus élevées que les tubes RF.
Ils peuvent aussi être utilisés en gravure mais la qualité dépend directement de l’investissement du fabricant dans le système de guidage de mouvement (roulements, courroies, moteurs), dans les éléments électroniques de contrôle (DSP) et dans les optiques.
Sur ce point, nous avons opté pour les standards les plus élevés du marché asiatique.
Mais , par ailleurs, le processus d'excitation par courant continu limite de manière inhérente la vitesse à laquelle le tube laser peut émettre des impulsions : le laser pulse moins fréquemment, ce qui réduit considérablement la vitesse et diminue la qualité de gravure.
NOTE : Un tube verre de plus petite puissance (par exemple, 40 W) a tendance à fournir de meilleurs résultats de gravure en raison de la possibilité de mieux contrôler le faisceau avec des réglages de puissance inférieurs
Concernant la durée de vie des tubes, le verre est naturellement plus fragile que le métal et les risques de dommages lors du transport et de la manipulation sont plus importants mais la principale préoccupation est que le processus d’excitation par courant continu bombarde d’ions l’optique des tubes et les électrodes, ce qui augmente les risques de détérioration au fil du temps.
- A priori tout les matériaux découpables : caoutchouc, polyester, polystyrène, bois, medium, pmma, ….
- Pierre, Marbre, Ardoise, …
- Le verre, la céramique
- la nourriture : chocolat, dragée, ...
- Métaux : Lacqués, Aluminium, Acier, Laiton
- Le mode découpe est utilisable sur les métaux pour les marquer
- Attention : ne pas essayer de graver/marquer des éléments en métal polis (et donc réfléchissants)
Pour découper les matériaux, les machines émettent un rayon laser permettant d'élever la température d'une zone réduite de matière, jusqu'à vaporisation de celle-ci.
Certains matériaux ne peuvent pas être coupés par ce procédé, ils peuvent fondre, émettre des gaz dangereux, ou encore nécessiter une puissance supérieure à ce que permettent les machines possédées.
Matériaux découpables au laser
- Abs
- Acrylique : Pmma, Plexiglas, Polyméthylmétacrylate
- Caoutchouc
- Bois
- Bois brut (faible épaisseurs)
- MDF / Medium (éviter les épaisseurs >6mm qui ont un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse
- Contreplaqués
- Polyamide / PA / Nylon
- Polybutylène terephthakate (PTB)
- Polyoxyméthylène / POM / Delrin
- Polyester / PES / Thermolite / Polarguard
- Polyéthylène téréphtalate / PET / Mylar
- Polyimide / PI / Kapton
- Polystyrène / PS
- Polypropylène / PP
- Rhodoïd / Transparent pour rétroprojecteur
- Mousses sans PVC
- Polyester / PES
- Polyéthylène / PE
- Polyuréthane / PUR
- Neoprene - Prend feu facilement
- Tissus (feutre, chanvre, coton, acrylique, nylon)
- Cuir
- Papier
- Carton, carton bois
- Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) se découpe lui beaucoup moins bien
- Caoutchoucs naturel, synthétique (uniquement s’ils ne contiennent pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines.
Matériaux qui ne peuvent pas être découpés au laser
- Les matériaux réfléchissants : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine)
- La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux
- Fibre de verre
- Carte de circuit imprimé (Fibre de verre + époxy)
- Fibre de carbone
- Tous les matériaux contenant du chlore, PVC, vinyl, Utilisation interdite, risque d'émission de gaz chloré mortel
- Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d'émission de fluor sous forme de gaz
- Verre
- Les matériaux réfléchissants (miroir, métaux polis, chrome, …) - L’utilisation de matériaux réfléchissants pourrait endommager fortement la machine
- Medium valcromat teinté dans la masse - Prend feu
- Polycarbonate / PC / Lexan / Makrolon : fond et brûle
- Polystyrène expansé/extrudé (mousse): fond et brûle
- Les matériaux composés et/ou non homogènes sont généralement compliqués à découper proprement au laser
Nos lasers ne présentent aucun danger pour l'opérateur.
Les lasers sont classés par Classe :
- classe 1 : Lasers qui sont sans danger pendant leur utilisation, y compris la vision directe dans le faisceau sur une longue période, même lorsqu’une exposition se produit lors de l’utilisation des dispositifs optiques télescopiques.
- classe 2 : Lasers qui émettent un rayonnement visible dans la gamme des longueurs d’onde de 400 nm à 700 nm, qui sont sans danger pour des expositions momentanées (0,25 s), mais qui peuvent être dangereux pour une vision délibérée dans le faisceau.
- classe 3 : Lasers qui émettent des rayonnements pouvant dépasser l’EMP pour une vision direction dans le faisceau, mais le risque de lésions dans la plupart des cas est relativement faible. Nous ne disposons pas de ce type de laser.
- classe 4 : Lasers pour lesquels la vision dans le faisceau et l’exposition de la peau sont dangereuses, et pour lesquels la vision de réflexions diffuses peut être dangereuses. Ces lasers représentent aussi souvent un danger d’incendie. Pour ce type de machine il est nécessaire de s'équiper de lunettes de protection.
Nos lasers sont en classe 2 car ils sont équipés en standard d'un pointeur laser de couleur rouge qui permet de simuler le travail ou lancer le travail à un point déterminé. Ce pointeur rouge est de très faible puissance (moins d'un mw) il est sans danger.
Toutes nos machines sont en norme CE. Sont conformes à la Directive Machines 2006/42/CE.
Ils sont pourvus :
- d'un interrupteur à clés pour la mise en marche du tube
- de systèmes de sécurité sur les ouvertures permettant l'arrêt immédiat de l'émission laser en cas d'ouverture du compartiment laser
- d'un bouton d'arrêt d'urgence facilement accessible.
- d'une vitre de protection spéciale permettant l'absorption du faisceau laser.
Non un laser est très simple d'emploi et très intuitif.
L'opérateur prépare son graphisme sur n'importe quel logiciel graphique (Coreldraw, Illustrator, Inskape, Autocad, Solidworks, ...).
Il affecte à chaque couleur de son graphisme deux paramètres principaux : la vitesse et la puissance du laser en fonction du résultat désiré (découpe, découpe mi chair, gravure ...) et il envoie le fichier sur la machine laser.
C'est aussi simple que cela ! En quelques minutes vous pouvez être opérationnel.
Note : les paramètres de vitesse et puissance sont liés au matériau. Nous fournissons une base de paramètres pour une grande variété de matériaux pour vous guider.
L'ensemble de nos lasers bénéficie d'une installation et formation sur site. Ceci garantie une utilisation optimale de la machine ainsi que sa maintenance.
Le premier paramètre à prendre en compte est la surface de gravure / découpe désirée. Notre gamme démarre avec des lasers de 450 x 300 mm pour aller jusqu'au 1600 x 1000 mm. En fonction du matériau à travailler dans la machine il faut choisir la bonne taille.
Il est important de noter que la majorité de nos machines sont avec table traversante devant / derrière. En ouvrant la porte à l'avant et à l'arrière vous n'avez plus de limite en longueur. Seule la largeur donne la limite de la machine. Exemple un I4000 de 1000 x 600 mm permet de graver / découper des plaques de 1000 mm par l'infini.
Le second paramètre est la puissance du tube laser. Les tubes lasers se déclinent de 30 w à 150 w.
En gravure un tube de puissance faible (30/40 w) donnera dans la majorité des matériaux des résultats similaires à un tube de plus grande puissance. Seul le temps de gravure sera amélioré si la puissance est supérieure dans certains matériaux : tampons caoutchoucs, matières bi couche ...
En découpe un tube plus puissant va permettre la découpe d'épaisseur plus importante, des découpes plus rapides et des découpes plus lisses (nettes). En fonction de l'épaisseur nous serons vous conseiller sur une puissance optimale.
Si le motif est une gravure, le laser va balayer horizontalement le dessin et s'allumer (émission) et s'éteindre en fonction de la présence du motif. Le graphisme est un général un bitmap, une image, un logo, un texte ...
Si le motif est une découpe, il s'agit d'un graphisme vectoriel (lignes et courbes). Le laser va se déplacer en suivant la forme du dessin et en émettant en continu. Si l'énergie (puissance) est suffisante la pièce sera découpée.
Toutes nos machines lasers peuvent réaliser les deux : gravure et découpe. La distinction se fait en fonction de la vitesse et la puissance affectées au motif.

