Le tampon pré-encré : technique et innovant
un produit maitrisé par notre savoir-faire
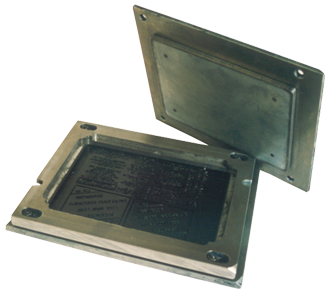
Mis eu point et breveté par notre société, le flan cadre est constitué
- d'une plaque thermodurcissable assurant, après une période de préchauffage, la prise d'empreinte du photopolymère sans détérioration des caractères.
- un cadre, polycondensé avec le flan, assurant le calibrage parfait de l'encre lors de son moulage.
Les avantages principaux sont :
- non utilisation de châssis aluminium ou acier coûteux
- plus de plateau refroidissant
- investissement réduit
- plus de nettoyage des châssis : le flan cadre est jeté après utilisation
- souplesse du procédé par des formats adaptés : A4, A5, A6, A7 et A 8

Après impression du positif sur une imprimante laser ou jet d'encre, le film lumière du jour est exposé dans la machine photopolymère Thermogravor à travers le film positif.
Après développement et fixation le film négatif est obtenu et va être utilisé pour la production de la plaque photopolymère.

Le photopolymère dur est une plaque en relief obtenue par l'insolation d'un polymère à travers le négatif.
L'ensemble des opérations sont réalisées dans la machine photopolymère Thermogravor : insolation à travers le négatif, développement (gravure) de la plaque dans la zone gravure pour supprimer les parties non exposées à la lumière UV, séchage (durcissement) dans le compartiment de séchage.
La plaque présente un relief de 1.22 mm correspondant à la hauteur des caractères du tampon.

L'ensemble flan cadre et photopolymère est assemblé dans la presse à empreindre pour réaliser le moulage en pression (prise d'empreinte) de la plaque polymère en relief.
Après cuisson la matrice en creux sera obtenue.

Le gel d'encre est déposé dans le creux (caractères) de la matrice du flan cadre. L'ensemble est recouvert d'un feutre servant par la suite de réservoir d'encre.
L'ensemble est placé dans la presse pour un processus de gélification (cuisson).
Après cuisson et démoulage les tampons pré-encrés se présentent sous la forme d'une plaque semi rigide d'encre avec le feutre réservoir à l'arrière. Les tampons n'ont plus qu'à être découpés et montés sur les montures spéciales.


Spécifications techniques
Film polyester pour imprimante laser format A4 / 100 feuilles.
Film spécial jet d'encre format A4 / 100 feuilles
Films lumière du jour (se travaille en lumière ambiante) permet l'obtention du négatif au départ du calque. Format 215 x 354 mm / 150 feuilles.
Permet de développer le film négatif. Bidon de 5 L permet d'obtenir 15 L de solution.
Assure la fixation du film négatif. Bidon de 5 litres permet d'obtenir 25 L de solution.
Par une insolation à travers le négatif il permet d'obtenir la plaque en relief qui sera moulée dans le flan de clicherie. Il est réalisé dans la machine photopolymère Thermogravor.
Deux épaisseurs en standard : 152 (1.52 mm) et 175 (1.75 mm) / Format A4 ou A3. Conditionnement de 20 plaques
Le démoulant permet de faciliter le démoulage du photopolymère du flan. Il est pulvérisé sur le polymère avant son moulage.
Spray de 420 ml.
Il permet la réalisation de la matrice par le moulage du polymère dans la presse. Il est ensuite assemblé dans un châssis aluminium pour déposer le gel (encre) dans les caractères.
Qualité PE (pré-encré) pour la réalisation des tampons pré-encrés / format 650 x 500, A4 (315 x 235 mm), A5, A6, A7, A8.
Mis au point par notre société, le flan cadre est un flan pré-encré munis d'une bordure (cadre) permettant le maintien de l'encre lors de la phase de gélification. Il facilite la mise en oeuvre en supprimant le nettoyage du châssis pré-encré.
Disponible en A4, A5, A6, A7, A8.
Le gel (premix) est déposé dans les caractères de la matrice. Il est recouvert du feutre.
Le feutre est le réservoir d'encre, il va s'imprégner de l'encre et va remplir les capsules d'encre du gel lors de la pression.
Format A4, A5, A6, A7, A8.
Si vous souhaitez faire du tampon pré-encré, le flan cadre est la solution la plus simple à mettre à oeuvre et limitant l'investissement (pas de châssis aluminium, pas de refroidisseur).
60 ans d'expérience dans la conception de produits et matériels pour le tampons marqueurs. Une connaissance complète de tous les produits et acteurs du marché garantie la fourniture et la fabrication des meilleurs produits du marché.
Tous les produits sont disponibles à Thermoflan pour vous assurer une production de tampons encreurs de qualité.
La maitrise de l'ensemble des techniques pour la confection des tampons permet de vous guider dans la meilleure technique par rapport à vos contraintes.
la majorité des produits et toutes les machines sont conçues et fabriqués par Thermoflan.
Une garantie de suivis, de conseils dans l'utilisation.
Nos produits et machines sont exportées dans une quarantaire de pays.
Certains pays comportent des distributeurs (Algérie, Royaume Unis, Afrique du Sus, Usa, Republique Tchèque, Espagne ...). Consultez nous.
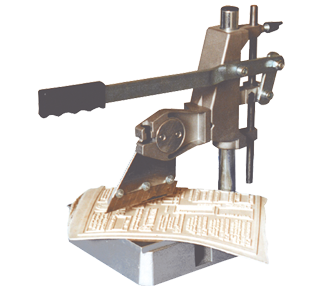
Système de guillotine pour découper les tampons pré-encrés.
Un simple appui sur le levier permet la descente de la lame qui découpe le combine gel+feutre.
Assure la fixation de la matrice dans laquelle va être coulé le premix.
L’ensemble est placé dans la presse pour calibration et gélification.
Différents formats disponibles (A4, A5, A6, A7).

Boite à vide dans laquelle est placé le châssis ou le flan cadre, avec le premix.
Mis sous vide le débulleur assure le dégazage de l'encre afin d'éviter des bulles de gaz nuisibles à la bonne qualité du tampon.
La dépression est contrôlée par un vacuomètre. (format : 420 x 350 mm).

Assurent le refroidissement rapide du premix, obligatoire après la cuisson.
Circulation d’eau contrôlée par électrovanne et minuterie.
Format A5 (270 x 230 mm) et A4 (350 x 300 mm).
Matériels et fournitures nécessaires

Machine photopolymère Thermogravor
Machine photopolymère à insoler, graver et sécher format A4.
Conçue et fabriquée dans notre société. Elle permet la réalisation des tampons en polymère (résine) et la fabrication du polymère dur destiné à être moulé dans le flan (matrice).
3 parties composent la machine
Insoleuse : Zone d'insolation pour les photopolymères
- tubes UV avec minuterie digitale d'extinction munie d'une mémoire et d'une sonnerie.
- Pompe à vide pour plaquer le film positif sur le négatif ou le film sur le photopolymère.
- Plaque de verre avec système de fermeture et cales de calibrage pour la fabrication des résines souples
- Système de support pour le maintien du bac plastique nécessaire à la post insolation de la résine
- Compresseur pour percer les bulles d'air lors de la réalisation des tampons résine.
Graveuse : pour le lavage (développement) des photopolymères
- Organes en inox
- Thermostat de régulation de la température de l'eau
- Minuterie de mise en marche
- Le mécanisme de gravure est à l'extérieur de l'eau afin d'éviter salissure et problèmes de blocage de la partie en mouvement.
Séchage pour le durcissement des photopolymères.
- 3 compartiments de séchage
- régulation de température par thermostat
- minuterie de mise en marche

Presse à empreindre et à vulcaniser PEVP A5
Presse à empreindre et à vulcaniser permettant la prise d’empreinte de caractères pour obtenir une matrice en creux dans laquelle se moule le caoutchouc ou l’encre.
- Format A5 (270 x 230 mm)
- La pression hydraulique est assurée par pompe et vérin accouplés.
- 2 régulateurs électroniques de température technologie PID assurent une parfaite régulation et répartition des températures pour la fabrication des tampons pré encrés et caoutchouc.
- Minuterie digitale manuelle pour la gestion des cycles.

Presse à empreindre et à vulcaniser PEVP
Presse à empreindre et à vulcaniser permettant la prise d’empreinte de caractères pour obtenir une matrice en creux dans laquelle se moule le caoutchouc ou l’encre.
- Format A4 (350 x 300 mm)
- La pression hydraulique est assurée par pompe et vérin séparés.
- 2 régulateurs électroniques de température technologie PID assurent une parfaite régulation et répartition des températures pour la fabrication des tampons pré encrés et caoutchouc.
- Minuterie digitale manuelle pour la gestion des cycles.
- Manomètre de contrôle de pression.

Presse à empreindre et à vulcaniser automatique
Presse à empreindre et à vulcaniser motorisée (format 350 x 300 mm) pour la réalisation des tampons caoutchouc et pré encrés.
L'automatisme limite les manipulations et le temps de l'utilisateur à la seule programmation des paramètres (températures, temps de préchauffage et cuisson, pression de cuisson).
Un simple appui sur la touche Départ lance le cycle : montée du plateau, contact pendant le temps de préchauffage, dégazage, mise en pression et cuisson, ouverture et sonnerie après le temps programmé.
- Pression assurée par pompe hydraulique motorisée et vérin séparés afin de limiter la transmission de chaleur à l'ensemble de l'hydraulique
- Automatisme gérant la totalité des cycles de fabrication :
- temps de préchauffe et de cuisson gérés par minuterie digitale
- bouton dégazage manuel supplémentaire
- bouton arrêt urgence
- Manomètre de contrôle de pression
- 2 régulateurs électroniques de température technologie PID assurant une parfaite régulation et répartition des températures pour la fabrication des tampons pré encrés et caoutchouc.
Applications

Tampon commercial : coordonnées, comptabilité, magasin, ... en gel prémix

Formules, identité visuelle, slogan, ... imprimés rapidement et simplement avec le tampon pré encré

De la finesse dans la reproduction, un usage simple de l'impression : le tampon à base de premix
Tableautage, numéros de compte, magasin avec des tampons pré-encrés

Tampon d'adresse, siren, raison sociale ... en tampon pré-encré

Une reproduction de qualité avec les tampons préencrés : logo, dessin d'art, pictos ...

Tampon de société avec un gel pré-encré : premix

Une signature, un slogan, un dessin : un marquage de qualité avec le tampon pré-encré

La monture avec réglage de pression d'appui : indispensable pour le tampon premix

Un tableau vite marqué avec un tampon pré-encré : simple d'emploi

Tampon préencré sur monture réglable en pression : logos, formules ...
Tampon gel pré encré pour les formules standards : confidentiel, urgent ...
Tampon pré encré pour la comptabilité, les tableaux

Tampon premix pour les identités de votre entreprise
Videos
Documentation
Téléchargement
-
Brochure tampons marqueurs


Faq
Le tampon pré-encré est le 3ème type de tampon présent sur le marché après le caoutchouc et la résine.
Le pré-encré est un gel composé de micro capsules contenant l'encre. Le gel est cuit dans le creux de la matrice du flan à une température et un temps de cuisson précis. Lors de la cuisson le gel est recouvert d'un feutre absorbant qui va constituer l'arrière du tampon et va servir de réservoir d'encre.
Le tampon pré-encré est monté sur une monture spéciale qui comporte un réglage de pression. Cette pression est ajustée pour assurer une impression bien encrée mais pas trop forte. Lors de l'appui les capsules d'encre libère l'encre et marque le support. Lorsque la pression est relachée le feutre (réservoir) remplie à nouveau les micro capsules.
Son usage principal est le domaine administratif au sein des sociétés et des administrations. Il intègre la signature de l'entreprise, d'une administration, d'une entité commerciale ou d'un particulier mais l'on retrouve également d'autres types de tampons, tels que les dateurs, servant spécifiquement à dater des documents, ou encore les numéroteurs (tampons folioteurs) pour apposer des numéros sur une suite de documents.
En France, les entreprises ont besoin de tampon pour le traitement de la plupart des documents comme les contrats, devis ou bons de livraison. En général, on appose à côté ou sur le cachet d'entreprise une signature, accompagnée de la date du jour.
Un autre domaine est très présent dans le tampon est le scrapbooking pour personnaliser châcunes de vos créations : carterie, faire parts, albums, cartes de Noël, anniversaires .... De multiples accessoires sont disponibles pour utiliser d'une manière différente vos tampons : poudre à embosser, encre multi-couleurs, encres métalisées ...
enfin le dernier domaine est l'emploi des tampons pour des applications spécifiques : usage en extérieur avec des encres UV, usage pour la traçabilité des produits exemple ampoule avec des encres acides, marquage textile pour des vêtements ...
Historiquement, les timbres étaient fabriqués par des ouvriers typographes qui composaient le texte et gravaient les images nécessaires à la confection. Une fois toutes les compositions effectuées, elles étaient réunies dans une forme et serrées. On disposait dessus une matrice faite de cire et d'autres éléments puis on mettait l'ensemble sous une presse chauffante. La chaleur ramollissait le « pain » de cire et la presse venait imprimer en creux les motifs de la forme. Une fois le pain récupéré et refroidi, on y plaçait une feuille de caoutchouc puis une feuille de papier sulfurisé et l'on replaçait l'ensemble dans la presse chauffante. Le caoutchouc prenait ainsi l'empreinte en creux du pain et donnait le relief du timbre. La feuille était, dans les premiers temps, découpée afin de séparer tous les timbres.
L'avènement de l'informatique a permis de se passer des encombrants outils de fabrication (casses typographiques ou fondeuses de caractères, presses, etc.) grâce à la publication assistée par ordinateur et l'apparition des polymères photosensibles.
Le procédé de fabrication du tampon se compose maintenant de plusieurs étapes simples :
- composition sur un ordinateur des motifs à reproduire
- impression d'un film pour réaliser un film négatif
- réalisation avec ce négatif soit du tampon résine directement soit du photopolymère dur pour réalisation de tampons caoutchouc ou pré encre.
- moulage du photopolymère dans le flan (matrice) puis moulage du caoutchouc dans la matrice pour le tampon caoutchouc ou de l'encre pour le tampon pré encré.
Les principaux avantages du tampons pré-encrés sont :
- encrage automatique incorporé dans sa conception qui rend l'impression très qualitative et permet environ 50000 impressions sans aucun encrage ni changement de cartouche
- le réglage de pression de la monture qui permet de régler l'impression plus ou moins foncée.
- peu présent sur le marché car technique, il vous permet de vous distinguer de vos concurrents en proposant un produit différent.
Son inconvénient principal est sa rigueur de fabrication qui nécessite un temps précis de cuisson et un matériel bien régulé en température.
Le tampon pré-encré est le tampon le plus technique dans sa confection car il nécessite un matériel précis et une rigueur dans la réalisation (température et temps).
La première phase est identique au tampon caoutchouc. Réalisation du film lumière du jour (négatif) puis du photopolymère dur dans les différentes zones de la machine photopolymère Thermogravor.
Puis moulage du photopolymère dans le flan pré-encré ou dans le flan cadre pour obtenir la matrice en creux. Le matériel nécessaire est la presse à empreindre : automatique, ou PEVP A4 ou PEVP A5.
La dernière étape est la phase de cuisson du gel pré-encré. Elle nécessite un matériel de cuisson avec une parfaite régulation de température (précise au degré) et une répartition uniforme de la température sur toute la surface des plateaux.
Nos presses ont fait l'objet d'une étude thermique permettant de garantir une homogeneité de la température garantissant une cuisson parfaite du gel pré-encré afin de permettre l'obtention d'un tampon pré-encré de qualité durable.
Le flan cadre a fait l'objet d'un brevet lors de sa mise sur le marché. Son concept simplifie le procédé de fabrication du pré-encré en supprimant les phases de nettoyage, d'assemblage du cadre et réduit les temps de cuisson.
Avant le flan cadre, une matrice était réalisée en moulant le photopolymère. Elle était ensuite assemblée dans un châssis en aluminium qui permettait de constituer un cadre autours du flan. Le gel était déposé dans la matrice, cuit en pression dans la presse. Après démoulage l'ensemble du châssis devait être nettoyé avec des solvants de nettoyage pour un nouvel usage.
Avec le flan cadre plus d'emploi de châssis en aluminium. Le cadre est partie intégrante du flan. Plus de nettoyage. Une cuisson plus rapide du gel. Un travail fortement simplifié. Le flan cadre existe en différents formats : A8, A7, A6, A5, A4.
Le tampon pré-encré est le tampon le plus technique dans sa confection car il nécessite un matériel précis et une rigueur dans la réalisation (température et temps).
La première phase est identique au tampon caoutchouc. Réalisation du film lumière du jour (négatif) puis du photopolymère dur dans les différentes zones de la machine photopolymère Thermogravor.
Puis moulage du photopolymère dans le flan pré-encré ou dans le flan cadre pour obtenir la matrice en creux. Le matériel nécessaire est la presse à empreindre : automatique, ou PEVP A4 ou PEVP A5.
La dernière étape est la phase de cuisson du gel pré-encré. Elle nécessite un matériel de cuisson avec une parfaite régulation de température (précise au degré) et une répartition uniforme de la température sur toute la surface des plateaux.
Nos presses ont fait l'objet d'une étude thermique permettant de garantir une homogeneité de la température garantissant une cuisson parfaite du gel pré-encré afin de permettre l'obtention d'un tampon pré-encré de qualité durable.

