Mark all kind of items
with our hand operated pad printing machines
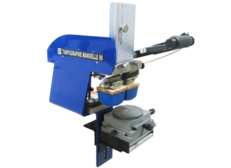
Available in 1 or 2 colors, hand operated manual pad printing machines allow to personalize, mark, decorate any item.
Easy to use, with fast set up, they allow access to pad printing technology.

Both machines are equipped with closed (sealed) ink cup.
Main advantages are : lower ink consumption than open ink cup, less solvent odor, faster color or cliche change, easier cleaning.

All movements (forward / backward & up / down) are limited by stops and are guided by ball rails coming from precision mechanical industry.

Silicon pad pressure on printed part is adjustable on the front part of the machine.

For proper positioning on printed part, silicon pads are X and Y adjustable.

Ink cup pressure on the cliché (scraping pressure) is adjustable.

On the 2-color machine, a conveyor allows the pads to be successively moved over printed part by simple pressure on a handle.
Models

Technical specifications
The hand operated pad printer was designed from elements of automatic machines (closed ink cup, cliche holder base plate, XY adjustable pad holder, ball rail guides...) to make it easy and economical to use while securing the same results as an automatic model.
90 mm closed ink cup for 1 color prints of 80 mm diameter maxi
90 mm sealed ink cup with steel ring
80 mm diameter
200 x 100 mm
1
600 Cycles / hour
480 x 180 x 580 mm
16 Kg
Easy and economical access to pad printing.
Easy to start and operate
Ideal for small / medium series

Used to set printing on substrate in X- and Y-position + rotation (top disc)
Easy mounting

To transform a one colour machine in a 2 colour one in a few minutes , it includes
- a two-position pad shuttle
- a 140 x 175 mm base plate for the 2-colour cliché.
- 2 sealed 65 mm ink cups with steel ring.
- 2 XY adjustable pad holders
- 2 ink cup guides with scraping pressure adjustment

Materials and supplies needed

UV exposure unit
UV unit for pad printing cliche or signage plate processing.
Working sizes : 254 x 305 mm.
The plate is exposed through a film to produce the printing pattern after polymerization and development.
The exposure unit is equipped with 4 tubes of 15 W, digital timer for exposure time control and foam system to keep film and cliche/plate in close contact.

Pad printing inks
Wide choice of ink colours and types depending on the substrate to print
Additional products available, such as : Hardener, retarder, plate cleaner, object cleaner, cliches...

Cliches for pad printing
We can offer a large range of cliches: ST52 alcohol processed, LSL73 or WS 43 water processed, 0.5 steel etched or laser engraved cliches.
All are available in several sizes, for our own equipment as well as other machines.

Silicon pads
Wide choice of silicone pad shapes, hardness or durability according to printed material.
Materials and supplies needed
UV exposure unit
UV unit for pad printing cliche or signage plate processing.
Working sizes : 254 x 305 mm.
The plate is exposed through a film to produce the printing pattern after polymerization and development.
The exposure unit is equipped with 4 tubes of 15 W, digital timer for exposure time control and foam system to keep film and cliche/plate in close contact.
Pad printing inks
Wide choice of ink colours and types depending on the substrate to print
Additional products available, such as : Hardener, retarder, plate cleaner, object cleaner, cliches...
Cliches for pad printing
We can offer a large range of cliches: ST52 alcohol processed, LSL73 or WS 43 water processed, 0.5 steel etched or laser engraved cliches.
All are available in several sizes, for our own equipment as well as other machines.
Silicon pads
Wide choice of silicone pad shapes, hardness or durability according to printed material.
Applications

Industrial pad printed parts : electronics, medical, automobiles ...

Printing on glasses, bottles, ashtrays, cups

Pad printing on office products : calculator, notepad, dispenser, pens ...

Promotional items : lighters, usb keys, pens,
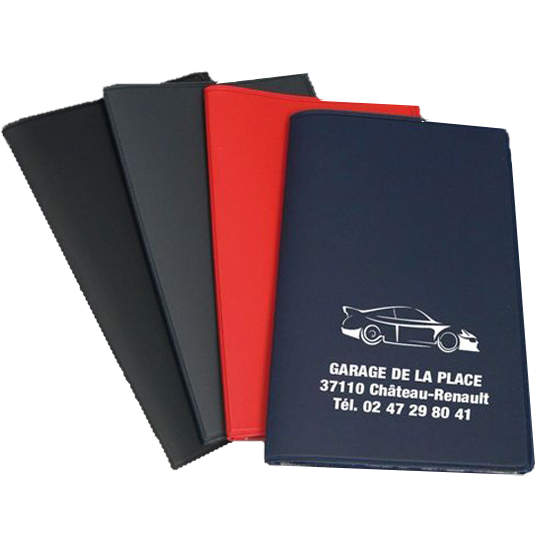
Pad printing on PVC pouch : registration , pharmacy, bank cards ......
Applications
Industrial pad printed parts : electronics, medical, automobiles ...
Printing on glasses, bottles, ashtrays, cups
Pad printing on office products : calculator, notepad, dispenser, pens ...
Promotional items : lighters, usb keys, pens,
Pad printing on PVC pouch : registration , pharmacy, bank cards ......
Videos
Documentation
Download
Faq
Main interest of pad printing is the possibility to mark any substrate with adapted ink. A wide variety of inks is available : depending on the printed material type, it is just necessary to select proper ink.
Compared to other marking techniques, it is possible to print flat, concave or convex surfaces.
Pad printing machines can be easily automated for high production output.
Marking size is linked to inkcup size. For instance, a 90 mm diameter ink cup will allow a 80 mm diameter print, more is not possible.
Number of colors is linked to the number for printing heads. For instance, 2 printing heads will print 2 colors. Additional colors require multiple pass printing . For 4 colors, 2 colors should be printed on all items in a first pass, color changed inside inkcups and 2 other colors printed in a second pass. To avoid color overlapping, printed objects should be very precisely positioned.
Pad printing requires minimum quantities. For each printed pattern, it is necessary to produce the corresponding cliche (photoengraved photopolymer material).
The cost for cliche (related to its size) is amortized according to marking quantities.
For instance, for a 8 € cliché
- cliche cost for 10 prints is 0.80 / print
- cliche cost for 100 prints is 0.08 / print
Step 1: artwork design. Colors are separated in the graphics software (Illustrator, coreldraw, indesign ...)
2nd step :
- either cliche is directly engraved with a co2 or fiber laser. Go to step 4.
- either artwork is printed on a film with an inkjet printer, laser printer or flashing machine
Step 3: artwork is engraved in the cliche by UV exposure of the plate through the film / development / drying / post exposure
Step 4: Ink is prepared and poured in inkcup(s), cliche is placed in the machine.
Step 5: when marking position is adjusted, parts can be printed.
A one color hand operated machine can print up to 600 pcs / hour depending of easy part loading.
A one color semi automatic one (loading by operator) can print up to 900 pcs / hour depending of easy part loading.
For automatic machines, outputs are linked to automation system level.
It depends on material and ink types .
With some plastics, such as Abs, marking is dry to the touch 2-3 seconds later and printed product can be packed. However, perfect resistance ( abrasion, solvents ...) requires a few hours more.
Other materials such as glass, metal ... require a 48-72 hour drying time, that can be reduced by drying printed products at a high temperature.
Main interest of pad printing is the possibility to mark any substrate with adapted ink. A wide variety of inks is available : depending on the printed material type, it is just necessary to select proper ink.
Compared to other marking techniques, it is possible to print flat, concave or convex surfaces.
Pad printing machines can be easily automated for high production output.
Marking size is linked to inkcup size. For instance, a 90 mm diameter ink cup will allow a 80 mm diameter print, more is not possible.
Number of colors is linked to the number for printing heads. For instance, 2 printing heads will print 2 colors. Additional colors require multiple pass printing . For 4 colors, 2 colors should be printed on all items in a first pass, color changed inside inkcups and 2 other colors printed in a second pass. To avoid color overlapping, printed objects should be very precisely positioned.
Pad printing requires minimum quantities. For each printed pattern, it is necessary to produce the corresponding cliche (photoengraved photopolymer material).
The cost for cliche (related to its size) is amortized according to marking quantities.
For instance, for a 8 € cliché
- cliche cost for 10 prints is 0.80 / print
- cliche cost for 100 prints is 0.08 / print
Step 1: artwork design. Colors are separated in the graphics software (Illustrator, coreldraw, indesign ...)
2nd step :
- either cliche is directly engraved with a co2 or fiber laser. Go to step 4.
- either artwork is printed on a film with an inkjet printer, laser printer or flashing machine
Step 3: artwork is engraved in the cliche by UV exposure of the plate through the film / development / drying / post exposure
Step 4: Ink is prepared and poured in inkcup(s), cliche is placed in the machine.
Step 5: when marking position is adjusted, parts can be printed.
A one color hand operated machine can print up to 600 pcs / hour depending of easy part loading.
A one color semi automatic one (loading by operator) can print up to 900 pcs / hour depending of easy part loading.
For automatic machines, outputs are linked to automation system level.
It depends on material and ink types .
With some plastics, such as Abs, marking is dry to the touch 2-3 seconds later and printed product can be packed. However, perfect resistance ( abrasion, solvents ...) requires a few hours more.
Other materials such as glass, metal ... require a 48-72 hour drying time, that can be reduced by drying printed products at a high temperature.

